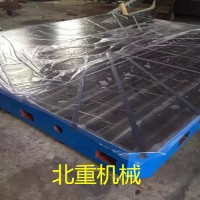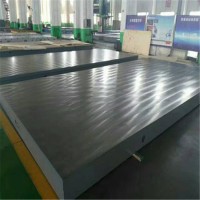






装配平台规格:1000mm*1000mm---4000mm*8000mm
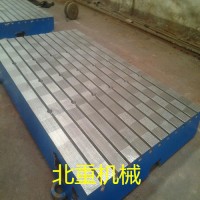
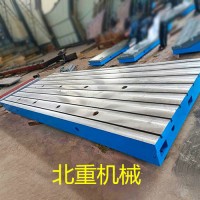
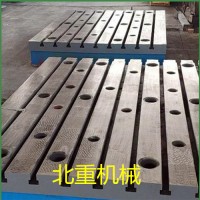
装配工作台一般不是平面的,大多数为横向+纵向开槽,而T型槽平台一般都是单向开槽。
装配工作台的加工工艺如下:
1、先加工基准面
平台在加工过程中,作为定位基准的表面应首先加工出来,以便尽快为后续的加工提供精基准。称为“基准先行”。
2、划分加工阶段
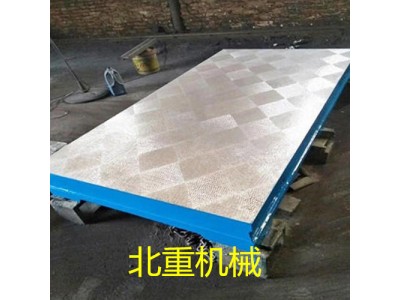
装配工作台加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先孔后面
对于方箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、装配铸铁工作台主要表面的光整加工(如珩磨、研磨、精磨等),应放在工艺路线最后阶段进行,以免光整加工的
表面,由于工序间的转运和安装而受到损伤。
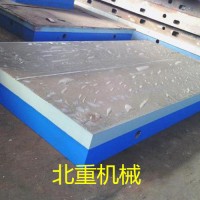
在装配工作台的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。
原文链接:http://www.knots.cn/chanpin/show-272829.html,转载和复制请保留此链接。
以上就是关于焊接装配铸铁平台 大型装配检验工作台 北重实体安装平台量具全部的内容,关注我们,带您了解更多相关内容。
以上就是关于焊接装配铸铁平台 大型装配检验工作台 北重实体安装平台量具全部的内容,关注我们,带您了解更多相关内容。